 The Greatest Hits 2024 Movie Review – Hulu
The Greatest Hits 2024 Movie Review – Hulu  Franklin 2024 TV Mini Series Review
Franklin 2024 TV Mini Series Review  Damaged 2024 Movie Review
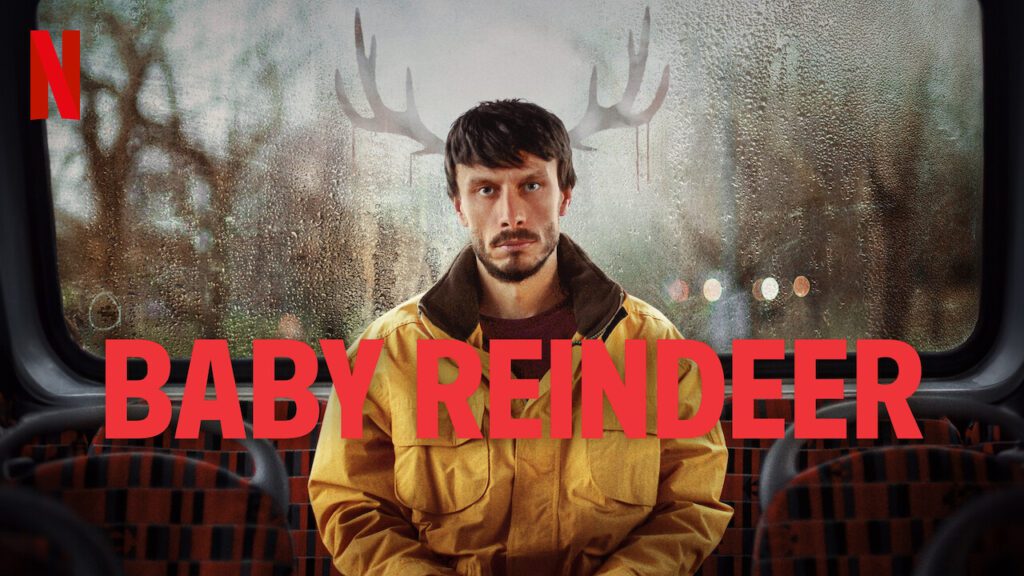
Damaged 2024 Movie Review  Baby Reindeer 2024 Tv Mini Series Review – Netflix
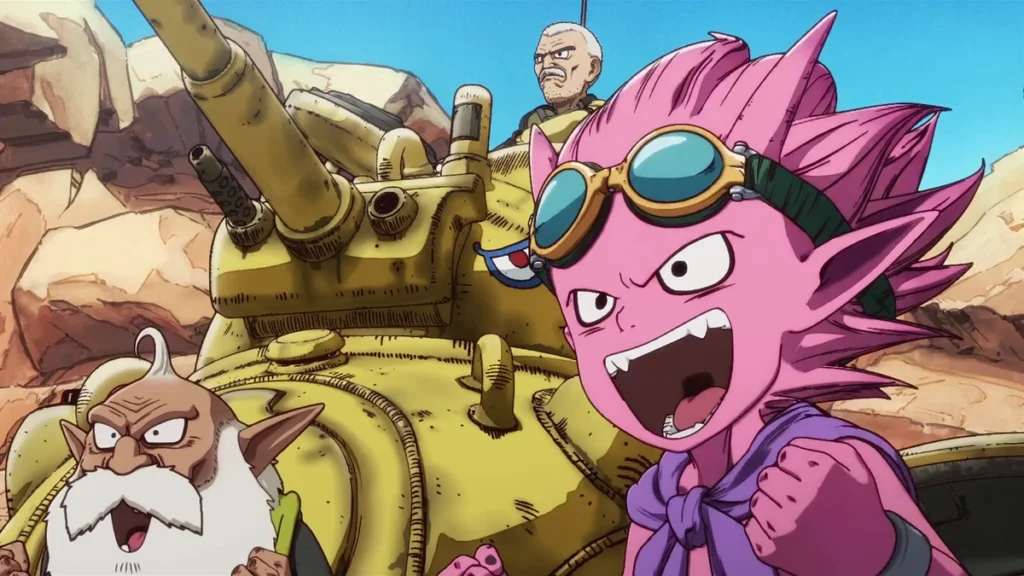
Baby Reindeer 2024 Tv Mini Series Review – Netflix  Sand Land: The Series 2024 Tv Series Review
Sand Land: The Series 2024 Tv Series Review 



Global Indices – DOW JONES Performance
39,807.37 = +47.27(0.12%)1D Last updated at 31 March. 10:46PM Performance Today’s Low 39,717.25 Today’s High 39,868.59 OpenPrev. Close39,763.7439,760.10 About DOW JONES...
39,807.37 = +47.27(0.12%)1D Last updated at 31 March. 10:46PM Performance Today’s Low 39,717.25 Today’s High 39,868.59 OpenPrev. Close39,763.7439,760.10 About DOW JONES...
Living in the past, especially when grappling with grief, is a journey many can relate to. But when you add...

Despite his notable presence in other historical adaptations and the annals of history, Benjamin Franklin remains a relatively minor character...

The trailer for the upcoming film hints at profound religious undertones, as Lawson ominously quotes, "Beware of false prophets who...
The Edinburgh Festival is a unique amalgamation of theatrical experiences, where one can oscillate between moments of dramatic brilliance and...

While not as widely celebrated as Dragon Ball or Dr. Slump, Sand Land remains a crucial part of Akira Toriyama's...

Woody Woodpecker, the beloved animated character, is set to make a triumphant return in the upcoming Netflix film "Woody Woodpecker...

Watching a film that steadily escalates before your eyes is always a treat. Karan Tejpal's debut, "Stolen" (2023), executes this...

If you've ever gazed out the window, perhaps humming along to the old theme song, watching the world go by,...

The initial reviews for Imtiaz Ali’s latest Netflix film, ‘Chamkila’, starring Diljit Dosanjh and Parineeti Chopra, are in, and it...

The backdrop of the 1970s sets the stage for a gripping tale in this series. The trailer thrusts viewers into...